We work with a leading producer of flow-formed seamless tubes and precision components in ferrous and non-ferrous metals. Their specialty is the production of advanced components in various metals and alloys for industrial sectors such as space and aerospace, automotive, rail vehicles as well as special products. If you have a requirement for subcontract Flow-Formed parts, please contact us
TEL: 01564 78 3700
Shear-Forming
A pre-form (flat blank or preformed blank) is fastened on the shear-forming tool with a pressure plate and rotated by the mai...
More
Shear-Forming

Profiling
When profiling, a pre-form (flat blank or deep-drawn bowl) is centrically clamped against a tool held in the main spindle by ...
More
Profiling

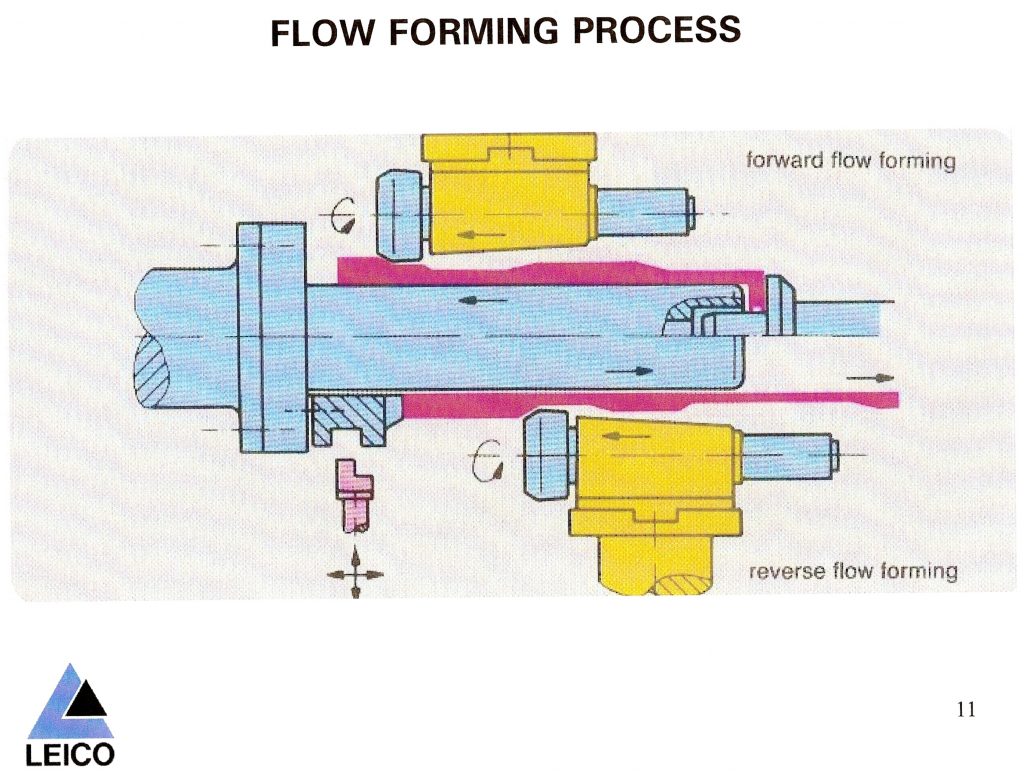
Flow Forming Process
Metal-spinning includes fastening a pre-form (flat blank or preformed blank) centrically against the mandrel with the pressur...
More
Flow Forming Process
Grob-Forming
The Grob cold forming procedure is based on the principle of breaking up the general forming work to be produced into many in...
More
Grob-Forming
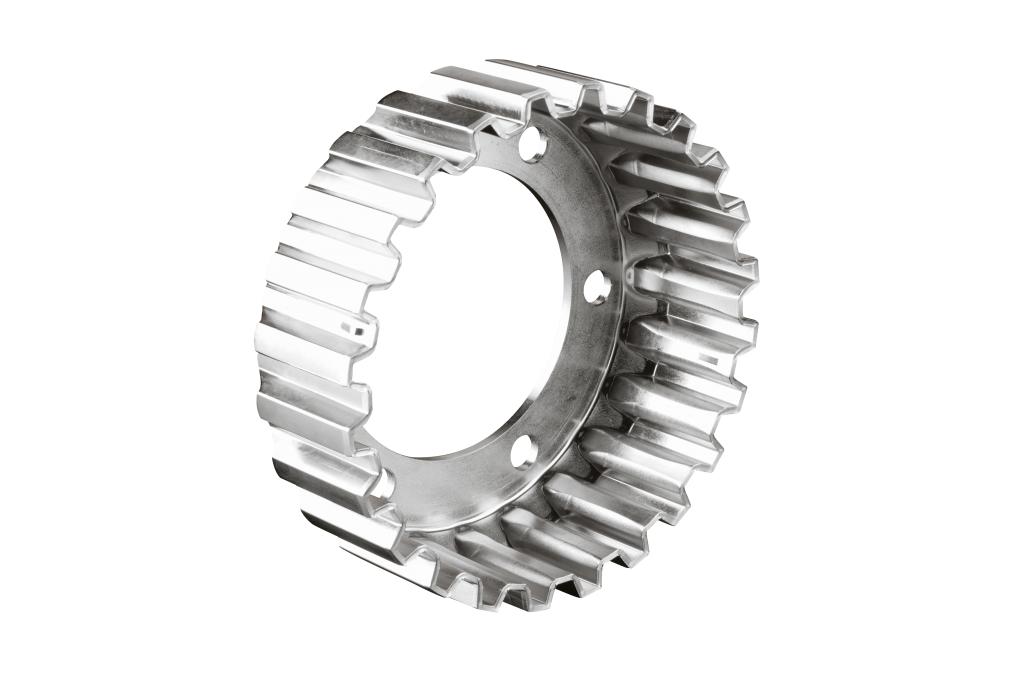
Flow-Forming of Clutch Carriers
Flow-forming includes a pre-form (pressed, turned, drawn, forged) being pushed onto a flow-forming mandrel held by the main s...
More
Flow-Forming of Clutch Carriers

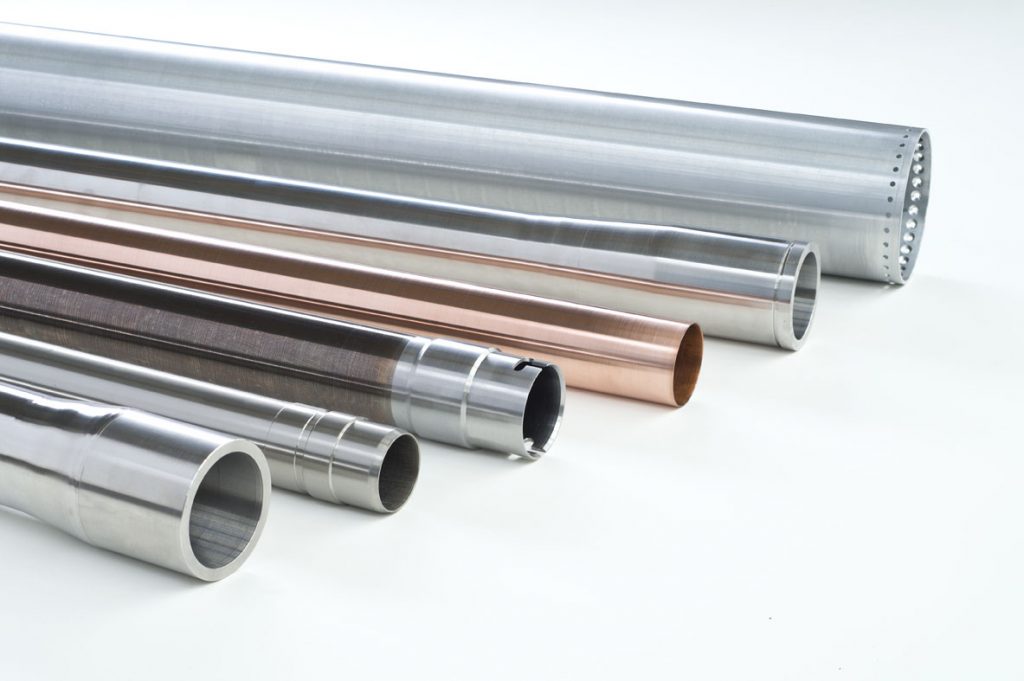
Flow-Forming Cylinder Tube
Flow-forming includes a pre-form (pressed, turned, drawn, forged) being pushed onto a flow-forming mandrel held by the main s...
More
Flow-Forming Cylinder Tube
Deep-Drawing
Flow-forming includes a pre-form (pressed, turned, drawn, forged) being pushed onto a flow-forming mandrel held by the main s...
More
Deep-Drawing
